
दोस्तों आज हम लोग ड्रिलिंग मशीन पर होने वाले कार्य? ड्रिलिंग Drilling, बोरिंग Boring, स्पॉट फेसिंग Spot facing, टैपिंग Tapping, स्पॉट फेसिंग Spot facing, टैपिंग Tapping, काउंटर बोरिंग Counter boring, रीमिंग Reaming, काउंटर सिंकिंग Counter sinking आदि के बारे में पढ़ेंगे।
ड्रिलिंग मशीन पर होने वाले कार्य?
ड्रिलिंग मशीन पर होने वाले कार्य?-हम सभी जानते हैं कि ड्रिलिंग मशीन द्वारा किया जाने वाला सबसे आम ऑपरेशन ड्रिलिंग के अलावा और कुछ नहीं है। हालांकि ड्रिलिंग एक महत्वपूर्ण अनुप्रयोग है, कई अन्य अनुप्रयोगों को ड्रिलिंग मशीन द्वारा आसानी से किया जा सकता है। आइए सभी प्रकार के ड्रिलिंग कार्यों के बारे में विस्तार से देखें।
ड्रिलिंग Drilling
ड्रिलिंग सबसे महत्वपूर्ण और सामान्य ड्रिलिंग मशीन ऑपरेशन है। ड्रिलिंग में, हम आमतौर पर वर्कपीस के अंदर एक बेलनाकार छेद बनाते हैं और उसके अंदर की सामग्री को हटा देते हैं। यहां, काटने के उपकरण के घूर्णन किनारे द्वारा सामग्री को हटा दिया जाता है। और उस घूमने वाले किनारे को ड्रिल कहा जाता है।
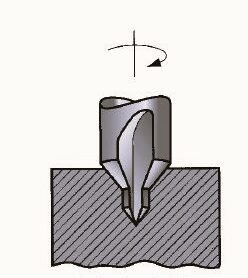
ड्रिलिंग एक अच्छा छेद नहीं बनाती है। छेद की आंतरिक सतह आमतौर पर खुरदरी होती है, और छेद हमेशा ड्रिल के आकार से बड़ा होता है।
मान लीजिए अगर हमारे पास 12 मिमी डिमीटर की एक ड्रिल है, तो उसके द्वारा उत्पादित छेद का आकार 12.125 मिमी या उससे अधिक हो सकता है।
बोरिंग Boring
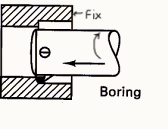
बोरिंग एक प्रकार का ड्रिलिंग ऑपरेशन है जिसमें हम उस छेद के व्यास को बढ़ाते हैं जो पहले बनाया गया था। बोरिंग निम्नलिखित कारणों से होता है:-
- यह छेद की आंतरिक सतह को मशीनिंग के लिए लागू किया जाता है जिसे कास्टिंग प्रक्रिया द्वारा उत्पादित किया गया था।
- छेद की गोलाई को ठीक करने के लिए।
- छेद को सही ढंग से खत्म करने के लिए और इसे आवश्यक आकार का बनाने के लिए।
इस प्रक्रिया के लिए बोरिंग टूल का उपयोग किया जाता है। बोरिंग टूल में केवल एक अत्याधुनिक है। बोरिंग टूल को एक बोरिंग बार में रखा जाता है जिसमें एक पतला टांग होता है। बोरिंग में स्पिंडल की गति आमतौर पर रीमिंग से बहुत कम होती है।
स्पॉट फेसिंग Spot facing
स्पॉट फेसिंग में, छेद के चारों ओर की सतह चौकोर होती है। इस प्रक्रिया में वह सतह भी समाप्त हो जाती है। स्पॉट फेसिंग के लिए, एक काउंटरबोर या किसी अन्य स्पॉट फेसिंग टूल का उपयोग किया जाता है।
टैपिंग Tapping
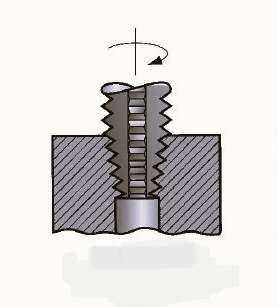
टैपिंग में, आंतरिक धागे बनाने के लिए एक टैप का उपयोग किया जाता है। इसका मतलब है कि टैपिंग के अंदर टैप काटने के उपकरण के रूप में काम करता है।
ड्रिलिंग मशीन में टैपिंग हाथ से की जा सकती है। या आप ऐसा करने के लिए किसी बाहरी शक्ति का उपयोग भी कर सकते हैं।
जब नल को छेद में डाला जाता है, तो धातु को हटा दिया जाता है। टैप आंतरिक धागे भी बनाता है जो समान आकार के बाहरी धागे में फिट हो सकते हैं।
काउंटर बोरिंग Counter boring
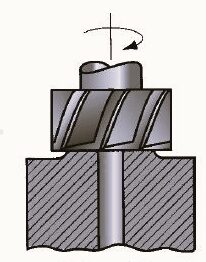
काउंटर बोरिंग में, छेद के अंत को बेलनाकार रूप से बड़ा किया जाता है। काउंटरबोर, काउंटरबोरिंग में एक उपकरण के रूप में कार्य करता है।
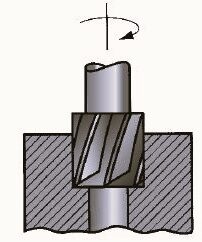
काउंटरबोर में किनारों को काटना होता है। ये काटने वाले किनारे सीधे या सर्पिल हो सकते हैं। काउंटरबोरिंग प्रक्रिया में काटने की गति आमतौर पर धीमी होती है। आमतौर पर, यह काटने की गति ड्रिलिंग में गति की तुलना में 25% कम होती है।
रीमिंग Reaming
ड्रिलिंग प्रक्रिया के बाद छेद का आकार सही नहीं हो सकता है। अधिकांश समय, इसकी आंतरिक सतह ठीक से समाप्त नहीं हो सकती है।
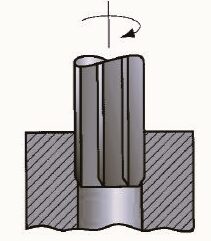
छेद का वांछित आकार प्राप्त करने के लिए रीमिंग की जाती है। साथ ही, इस प्रक्रिया से छेद की आंतरिक सतह ठीक से समाप्त हो जाती है। रीमर का उपयोग रीमिंग के लिए किया जाता है। रीमर एक बहु-बिंदु काटने वाला उपकरण है।
रीमिंग का महत्वपूर्ण लाभ यह है कि यह लगभग 0.375 मिमी . धातु की एक अत्यंत छोटी मात्रा को हटा सकता है
रीमिंग में धुरी की गति ड्रिलिंग प्रक्रिया की गति से आधी होती है।
काउंटर सिंकिंग Counter sinking
क्या आपने कभी शंकु के आकार का छेद बनाने की कोशिश की है? इस प्रकार के छेद बनाना कठिन है। काउंटरसिंकिंग आमतौर पर छेद के अंत में शंकु के आकार का इज़ाफ़ा करने के लिए किया जाता है। शंक्वाकार सतह का सम्मिलित कोण 60º से 90º हो सकता है।
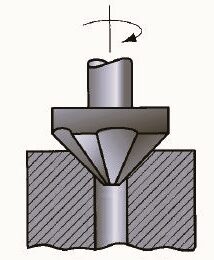
एक काउंटरसिंक की शंक्वाकार सतह पर कई काटने वाले किनारे होते हैं।
निष्कर्ष
तो, ये ड्रिलिंग प्रक्रिया में शामिल ऑपरेशन हैं। इन ड्रिलिंग कार्यों को पूरी तरह से करने के लिए, आपको कुछ कौशल की आवश्यकता होगी। एक अनुभवहीन व्यक्ति इन कार्यों को गलत तरीके से कर सकता है।
इस पोस्ट में, हमने ड्रिलिंग मशीन में किए गए सभी ड्रिलिंग कार्यों के बारे में सीखा है। यदि आपके पास इन कार्यों के बारे में कोई प्रश्न हैं, तो कृपया हमें टिप्पणियों में बताएं। इस लेख को पढ़ने के लिए धन्यवाद।